

Phân loại:Thông tin sản phẩm
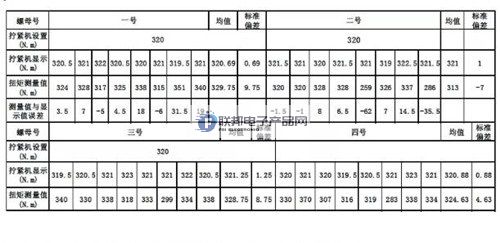
Phương pháp kiểm soát mô - men xoắn ốc của đầu nối hình tròn chống thấm M12: Phân tích kết nối xoắn ốc và các yếu tố ảnh hưởng của nó, kết hợp với thực tế sản xuất, khi mô - men xoắn ốc đầu ra của máy vặn ốc vít hình chữ U cầu trước và cầu sau bốn trục của xe công trình đạt đến giá trị mục tiêu (giá trị mô - men được hiển thị trên màn hình thao tác giám sát chính), Sử dụng cờ lê mô - men hiển thị kỹ thuật số để kiểm tra mô - men của đai ốc không đạt được yêu cầu về giá trị mô - men theo quy định của công nghệ và tiến hành kiểm tra phân tích sự khác biệt giữa mô - men động và mô -men tĩnh, thông qua phương pháp thống kê để có được giá trị điều khiển mô -men, đồng thời trong quá trình điều khiển mô - tơ đưa vào khái niệm mô - mi động và mô - mi tĩnh, xây dựng phương pháp điều khiển mô - tơ, áp dụng vào quá trình kiểm soát chất lượng sản Kết nối xoắn ốc kết nối hai linh kiện thông qua lực căng trục của ốc vít, là phương thức kết nối thường được sử dụng trong các sản phẩm cơ khí, lực căng trục của ốc vít có ảnh hưởng trực tiếp đến cường độ kết nối, chống lỏng của phụ xoắn ốc, bịt kín giữa các bộ phận được kết nối, lực căng trục ổn định và kích thước thích hợp là điều kiện tiên quyết để kết nối đáng tin cậy. Trong công viê ̣ c thư ̣ c tê ́, không thê ̉ thuâ ̣ n tiê ̣ n trư ̣ c tiê ́ p đo lư ̣ c ke ̣ p tru ̣ c cu ̉ a bu ́ t, cho nên, thông thươ ̀ ng câ ̀ n thông qua điê ̀ u khiê ̉ n mô - men cu ̉ a bu ́ t đê ̉ co ́ đươ ̣ c lư ̣ c ke ̣ p tru ̣ c thi ́ ch hơ ̣ p. Trong quá trình lắp ráp cầu trước và cầu sau và lò xo lá của xe công trình, khi xác nhận các bộ phận kết nối, cặp ren, phương pháp vận hành đều ở trạng thái ổn định, sử dụng máy vặn điện để vặn chặt các đai ốc cần đo, sau đó kiểm tra giá trị tork bằng cờ lê hiển thị kỹ thuật số, phát hiện giá trị tork không nhất quán, không đạt được yêu cầu giá trị của quy trình quy định (như bảng 1). Bài viết này đã tiến hành kiểm tra và phân tích vấn đề này và đưa ra phương pháp giải quyết vấn đề. Điều kiện tiên quyết: 1. Mô - men quy định công nghệ: 200N.m~250N.m; 2. Gia ́ tri ̣ mô ̣ t ki ́ ch thươ ́ c đă ̣ t cu ̉ a ma ́ y ke ́ o: 250N.m
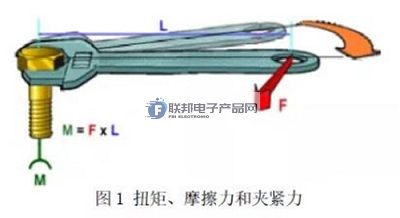
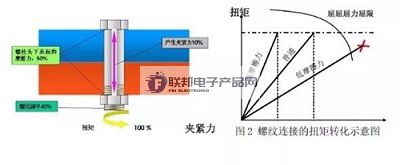
1. Phân tích các yếu tố ảnh hưởng đến lực xoắn Mối quan hệ giữa lực xoắn, lực ma sát và lực kẹp được thể hiện trong Hình 1: Mô - men xoắn (M) = lực (F) × lực cánh tay (L) Theo nguyên lý của mô - men xoắn và kỹ thuật vặn, mối quan hệ giữa mô - men xoắn, lực ma sát và lực kẹp được thể hiện trong Hình 2. Bolt được kéo căng trong quá trình vặn chặt, tạo ra lực kẹp chặt đối với các bộ phận kết nối, mà trong quá trình lắp ráp cần chính là lực kẹp chặt trong các bộ phận kết nối, mà trong quá trình buộc chặt thông thường 90% mô - men bị lực ma sát tiêu hao, chỉ có 10% mô - men chuyển hóa thành lực kẹp chặt. Nhưng trong quá trình lắp ráp thực tế, lực kẹp không thể đo được, rất khó kiểm tra, chúng ta có thể đo được tork. 1. Ảnh hưởng của lực ma sát được tính toán: Sự thay đổi của lực ma sát sẽ dẫn đến sự thay đổi 40% của lực kẹp trong các bộ phận kết nối. Phân tích từ phương pháp kiểm soát mô - men, khi xoắn ốc được kết nối, lực xiết trước trục F của bu lông tỷ lệ thuận với mô - men xoắn T được áp dụng khi vặn. Dùng T = KF biểu thị, K là hệ số mô - men, giá trị lớn nhỏ của nó chủ yếu do lực cản ma sát giữa mặt tiếp xúc, giữa răng xoắn ốc quyết định. Trong trường hợp bình thường, giá trị K khoảng từ 0,2 đến 0,4, và đôi khi đạt từ 0,1 đến 0,5, vì vậy sự thay đổi của lực cản ma sát có ảnh hưởng rất lớn đến mô - men, tức là khi sử dụng cùng một giá trị mô - men thiết lập để vặn chặt hai bộ phận kết nối có lực cản ma sát khác nhau, mô - men của bu lông thu được chênh lệch rất lớn, lớn hơn có thể đạt gấp đôi. Sử dụng các trạng thái đai ốc khác nhau, lực ma sát khác nhau, mô - men xoắn cũng thay đổi theo. 2. Phương thức kết nối
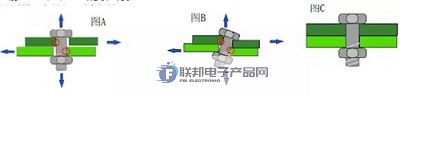
Phương thức kết nối được chia thành kết nối cứng, kết nối trung tính và kết nối mềm. Thông qua thí nghiệm có thể thấy, hệ số đàn hồi của thân nối khác nhau, phương pháp gia công bề mặt và phương pháp xử lý khác nhau, có ảnh hưởng rất lớn đến giá trị K của hệ số mô - men, do đó ảnh hưởng đến mô - men, theo yêu cầu của quy cách vặn xoắn ốc ốc vít dùng cho ô tô QC/T518-2007, ốc vít cấp 8.8 M14 × 1.5, mô - men là 146N.m~206N.m, Thông qua việc lắp đặt nó vào các bộ phận kết nối cứng, kết nối trung tính và kết nối mềm để tiến hành thí nghiệm, phân tích thống kê và tính toán, cho thấy khi kết nối cứng, mô - men tĩnh là 156N.m~248N.m, khi kết nối trung tính, mô - men tĩnh là 141N.m~247N.m, khi kết nối mềm là 108N.m~262N.m. Thông qua thử nghiệm, tork ảnh hưởng của nó đạt ± 27,2%. Trong quá trình siết chặt, biến dạng của đầu nối và đầu nối theo hướng trục của bu lông càng lớn thì kết nối càng"mềm"và ngược lại càng"cứng". Trong thực tế, góc siết của kết nối cứng nhỏ hơn 30 ° và góc siết của kết nối mềm lớn hơn 720 °, nhưng hầu hết các kết nối là kết nối trung tính với góc siết từ 30 đến 720 °. Ảnh hưởng của phương thức kết nối đối với mô - men như hình 3: 3. Các yếu tố khác ảnh hưởng đến mô - men rung động trong quá trình lắp ráp; trạng thái của vật liệu làm việc (thay đổi bộ phận lắp ráp, thay đổi kích thước của bộ phận lắp ráp); lỗ sai vị trí, linh kiện sai vị trí (như hình A, B), linh kiện sai vị trí (như hình C, bu lông quá dài) gây ra lực không đồng đều khi buộc chặt, ảnh hưởng nghiêm trọng đến giá trị mô - men. Các bộ phận liên quan không được lắp ráp đúng vị trí, dụng cụ kẹp không đúng vị trí cũng gây ra lực không đồng đều khi buộc chặt, ảnh hưởng đến giá trị tork. Độ chính xác của việc siết chặt, thời gian đo lường, trạng thái nhân sự (độ lớn của lực, độ đồng đều của lực, nhận thức trạng thái tại chỗ, v.v.). Trong trường hợp đường kính bu lông, hệ số ma sát bề mặt của bộ phận được kết nối, hệ số ma sát của cặp xoắn ốc và phương thức kết nối đã được xác định, nguyên nhân dẫn đến sự không nhất quán giữa mô - men đầu ra của máy vặn điện sau khi vặn chặt đai ốc và giá trị mô - men của đai ốc được kiểm tra bằng cờ lê mô - men hiển thị kỹ thuật số, phân tích ảnh hưởng của mô - men động và động tĩnh. 2. Mô - men động, mô - men tĩnh và các yếu tố ảnh hưởng của nó Mô - men tĩnh - công cụ vặn chặt bằng tay thêm một mô - men tăng dần theo hướng vặn chặt của ốc vít vào ốc vít đã vặn chặt, cho đến khi ốc vít lại một lần nữa tạo ra chuyển động vặn chặt, ghi lại giá trị mô - men vừa tạo ra chuyển động, tức là mô - men tĩnh. Như cờ lê vặn xoắn được sử dụng để đo tork thu được. Mô - men động - là giá trị mô - men của công cụ vặn chặt tự động trong quá trình vặn chặt cuối cùng hoặc trong quá trình vặn xoắn. Ví dụ, mô - men xoắn cuối cùng của máy vặn ốc hình chữ U bốn trục trước và sau của phân xưởng xe chuyên dụng là mô - men động. Thông thường quy cách vặn chặt quy định là mô - men động. Có sự khác biệt giữa mô - men động và mô - men tĩnh, đôi khi sự khác biệt giữa hai loại có thể lên tới 30% hoặc thậm chí lớn hơn. Các yếu tố chính tạo ra sự khác biệt bao gồm: điểm kết dính mềm (đệm lót và vòng kín); thời gian vặn chặt; trạng thái của vật liệu (đã dùng qua hay chưa); trạng thái của nhân viên (lực lớn nhỏ, lực đồng đều, cảm giác trạng thái tại chỗ, v.v.). Để kiểm tra và phân tích thêm mô - men động và mô - men tĩnh, trong trường hợp không lắp lò xo thép và các linh kiện liên quan, chỉ dùng tấm năm mắt gắn vào ốc vít cưỡi ngựa để định vị, sau đó đeo đai ốc, dùng máy vặn chặt để kiểm tra mô - men, như sau:
Từ bảng 2 có thể thấy, cùng một giá trị thiết lập đầu ra, giá trị mô - men động hiển thị của máy vặn không giống với giá trị mô - men tĩnh đo được, nhưng mô - men động chính xác hơn và có tính lặp lại cao hơn mô - men tĩnh. Để kiểm soát chính xác momen xoắn của bu lông cưỡi ngựa lò xo lá cầu trước và cầu sau, thông qua các thí nghiệm và phân tích thống kê tiếp theo, đã xây dựng kiểm tra mô - men tĩnh và mô - men động thiết lập của máy vặn chặt, trải qua quá trình thực hiện và kiểm chứng theo dõi trong quá trình sản xuất, momen xoắn của bu lông cưỡi ngựa lò xo lá đã được kiểm soát hiệu quả. Ba, điều khiển lực vặn chặt 1. Đánh giá chính xác giá trị mô - men tĩnh áp dụng phương pháp thu thập 100 giá trị đo mô - men thực tế, sau đó dựa vào phương pháp phân tích thống kê để tính ra độ lệch tiêu chuẩn s, sau đó căn cứ vào tình hình thực tế của lắp ráp lấy ± 2s hoặc ± 3s làm giới hạn uốn trên và dưới của phạm vi điều khiển, dùng để kiểm tra, đánh giá hiệu quả vặn chặt của kết nối bu lông, và giá trị mô - men tĩnh đo được phải nằm trong phạm vi giới hạn uốn trên và dưới được thiết lập. Tuy nhiên, trong quá trình xây dựng giá trị mô - men tĩnh, do hạn chế về nhân lực và thời gian, không thể đo được 100 lần mỗi bu lông buộc chặt, để vừa có được mô - men chính xác, vừa có thể nhanh chóng và thuận tiện xây dựng giá trị mô - men tĩnh, có thể thông qua công thức kinh nghiệm dưới đây (T: biểu đồ giá trị trung gian; a: biểu đồ dung sai; So: kiểm tra giá trị trung gian; B: Kiểm tra dung sai) Tính ra giá trị trung gian kiểm tra tĩnh So và dung sai tĩnh b, kết hợp với quy trình phát hành và cập nhật thông số kỹ thuật mô - men tĩnh toàn cầu (NOA số GGAS-345) thay đổi dung sai ≤ 35%, thay đổi giá trị trung gian ≤ 15% tính toán xác định giá trị mô - men tĩnh kiểm tra. 2. Lập bảng đối chiếu momen xoắn động và momen xoắn tĩnh để sử dụng trong phạm vi kiểm soát và kiểm tra sản xuất thực tế, như Bảng 3.
3. Xây dựng quy cách kiểm tra mô - men tĩnh. 4. Lời kết thúc: Vặn chặt ốc vít cưỡi ngựa lò xo lá là một trong những trọng điểm của kiểm soát mô - men lắp ráp ô tô, kiểm soát mô - men hợp cách rất quan trọng đối với chất lượng lắp ráp, nhưng có rất nhiều yếu tố ảnh hưởng đến mô - men, trong quá trình sản xuất thực tế, đặc biệt là trong quá trình sản xuất hàng loạt, kiểm soát ma - men là một công việc phức tạp, thông qua phân tích ảnh hưởng của ma - men, tìm ra mối quan hệ giữa ma - men động và ma - men tĩnh, Và phổ biến phương pháp kiểm soát được áp dụng trong QCOS kiểm soát chất lượng do công ty thực hiện, giải quyết phương pháp kiểm soát momen vặn ốc vít thực tế trong sản xuất, nâng cao tính ổn định của chất lượng sản phẩm.
2. Giới thiệu vắn tắt về nền tảng mạng lưới sản phẩm điện tử liên bang và mô tả ngắn gọn về sản phẩm tiêu thụ: mạng lưới sản phẩm điện tử liên bang - đại lý chuyên nghiệp/sản xuất/tiêu thụ các loại [ đầu nối | dây cáp | sản phẩm dây cáp ]; Nếu bạn có nhu cầu mua sắm/mua sắm liên quan đến [ đầu nối | dây cáp | sản phẩm cáp ] hoặc muốn mua/tìm hiểu những giải pháp sản phẩm đầu nối | dây cáp mà chúng tôi có thể cung cấp, xin vui lòng liên hệ với nhân viên nghiệp vụ của công ty chúng tôi bên dưới; nếu bạn có nhu cầu tiêu thụ/tài nguyên và quảng bá liên quan đến [ đầu nối | sản phẩm dây cáp ], xin vui lòng click vào"→ Hợp tác thương mại ←"để tiến hành đàm phán với chuyên gia!
“Không có sự đồng ý hoặc ủy quyền từ trang web này, không ai được sao chép, in lại, phân phối, trích dẫn, thay đổi, phát sóng hoặc công bố nội dung toàn bộ hoặc một phần dưới bất kỳ hình thức nào, cũng không được có bất kỳ vi phạm bản quyền nào của trang web này.












