

Phân loại:Thông tin sản phẩm
1. Ảnh hưởng của tạp chất trong nguyên liệu mạ vàng Khi các tạp chất do vật liệu hóa học thêm vào dung dịch mạ mang vào vượt quá khả năng chịu đựng của dung dịch mạ vàng sẽ nhanh chóng ảnh hưởng đến màu sắc và độ sáng của lớp vàng. Nếu bị ảnh hưởng bởi các tạp chất hữu cơ, lớp vàng sẽ bị sẫm màu và nở hoa, mảnh thử máng Hall kiểm tra vị trí sẫm màu và nở hoa không cố định. Nếu tạp chất kim loại can thiệp, phạm vi hiệu quả của mật độ dòng điện sẽ bị thu hẹp. Thử nghiệm tế bào Hall cho thấy mật độ dòng điện thấp của mẫu thử không sáng hoặc mạ cao cấp không sáng và mạ thấp không thể được mạ. Nó được phản ánh trên các bộ phận mạ, lớp mạ có màu đỏ hoặc thậm chí đen, và sự thay đổi màu sắc trong các lỗ rõ ràng hơn. 2. Mật độ dòng điện mạ vàng quá lớn do tính toán sai tổng diện tích của các bộ phận bể mạ, giá trị lớn hơn diện tích bề mặt thực tế nên dòng điện mạ vàng quá lớn hoặc biên độ quá nhỏ khi sử dụng mạ vàng rung, do đó toàn bộ hoặc một phần các bộ phận mạ trong bể mạ vàng Các tinh thể thô ráp và lớp vàng có màu đỏ trực quan.
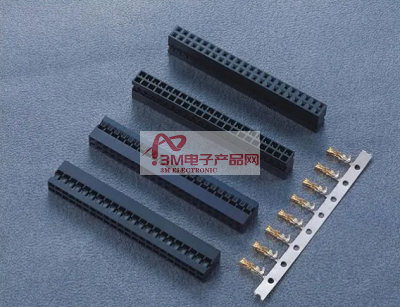
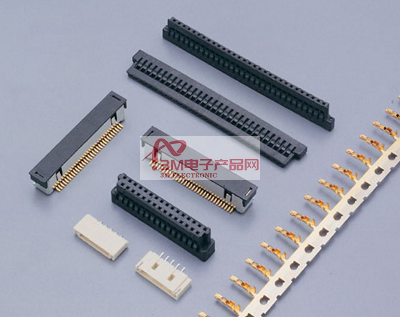
3. Sự lão hóa của dung dịch mạ vàng Nếu dung dịch mạ vàng được sử dụng quá lâu, sự tích tụ quá mức của các tạp chất trong dung dịch mạ chắc chắn sẽ gây ra màu sắc bất thường của lớp vàng. 4. Thay đổi hàm lượng hợp kim trong lớp mạ vàng cứng Để cải thiện độ cứng và khả năng chống mài mòn của đầu nối, mạ vàng của đầu nối thường sử dụng quy trình mạ vàng cứng. Trong số đó, hợp kim vàng-coban và hợp kim vàng-niken được sử dụng nhiều hơn. Khi hàm lượng coban và niken trong dung dịch mạ thay đổi, màu sắc của lớp mạ vàng sẽ thay đổi. Nếu hàm lượng coban trong dung dịch mạ quá cao, màu của lớp vàng sẽ có màu đỏ; Nếu hàm lượng niken trong dung dịch mạ quá cao, màu kim loại sẽ trở nên nhạt hơn; Nếu sự thay đổi trong dung dịch mạ quá lớn và các bộ phận khác nhau của cùng một sản phẩm hỗ trợ không được mạ vàng trong cùng một bể, màu sắc của lớp vàng của cùng một lô sản phẩm cung cấp cho người dùng sẽ khác nhau. 5. Khi độ dày bề mặt ngoài của bộ phận mạ đạt hoặc vượt quá giá trị độ dày quy định sau khi quá trình mạ vàng của chân hoặc giắc cắm của đầu nối không được mạ vàng, lớp mạ lỗ bên trong của lỗ hàn dây hoặc giắc cắm sẽ rất mỏng hoặc thậm chí không có lớp vàng. 6. Khi mạ vàng, các bộ phận mạ được cắm vào nhau. Để đảm bảo giắc cắm của đầu nối có độ đàn hồi nhất định khi cắm và rút giắc cắm, hầu hết các loại giắc cắm trong thiết kế sản phẩm đều có rãnh chia ở miệng. Trong quá trình mạ điện, các bộ phận mạ liên tục được lật và một số giắc cắm được cắm vào nhau ở lỗ hở, làm cho các đường dây điện ở các bộ phận cắm bị che chắn lẫn nhau, gây khó khăn cho việc mạ điện trong lỗ. 7. Khi mạ vàng, các bộ phận mạ được kết nối từ đầu đến cuối, đường kính ngoài của thanh kim của một số loại đầu nối nhỏ hơn một chút so với kích thước lỗ của lỗ hàn, trong quá trình mạ điện, một số chân sẽ được kết nối từ đầu đến cuối, gây ra lỗ hàn, không có vàng được mạ vào bên trong. 8. Nồng độ của phần lỗ mù vượt quá khả năng mạ sâu của quá trình mạ điện. Vì vẫn còn một khoảng cách giữa đáy rãnh của giắc cắm và đáy lỗ, khoảng cách này khách quan tạo thành một lỗ mù. Ngoài ra còn có một lỗ mù như vậy trong lỗ hàn dây của chân và giắc cắm, cung cấp chức năng hướng dẫn khi hàn dây. Khi kích thước lỗ của các lỗ này nhỏ (thường dưới 1 mm hoặc thậm chí dưới 0,5 mm) và nồng độ lỗ mù vượt quá kích thước lỗ, dung dịch mạ khó chảy vào lỗ và dung dịch mạ chảy vào lỗ khó chảy ra, vì vậy chất lượng của lớp vàng trong lỗ rất khó đảm bảo. 9. Diện tích cực dương mạ vàng quá nhỏ, khi thể tích đầu nối nhỏ, tổng diện tích bề mặt của các bộ phận mạ một bể tương đối lớn, vì vậy nếu có nhiều bộ phận mạ một bể khi mạ các bộ phận lỗ kim nhỏ. Diện tích cực dương ban đầu dường như không đủ. Đặc biệt khi lưới titan bạch kim được sử dụng quá lâu và mất quá nhiều bạch kim, diện tích hiệu quả của cực dương sẽ giảm, điều này sẽ ảnh hưởng đến khả năng mạ sâu của lớp mạ vàng và các lỗ của các bộ phận mạ sẽ không được mạ. 10. Lực bám dính lớp phủ kém Khi kiểm tra lực bám dính lớp phủ của đầu nối sau khi mạ, đôi khi bạn gặp phải lớp phủ bị bong tróc ở mặt trước của đầu chân của một số chân khi uốn hoặc khi lỗ hàn của các bộ phận lỗ kim bị làm phẳng., đôi khi ở nhiệt độ cao (2000 giờ) thử nghiệm phát hiện thấy lớp vàng có bong bóng cực nhỏ. 11. Xử lý trước mạ không hoàn chỉnh Đối với các bộ phận lỗ kim nhỏ, nếu không thể sử dụng trichloroethylene siêu âm tẩy dầu và làm sạch ngay lập tức sau khi quá trình gia công hoàn thành, thì quá trình xử lý trước mạ thông thường tiếp theo rất khó để loại bỏ dầu khô trong lỗ, vì vậy lực kết dính của lớp phủ trong lỗ sẽ giảm đi rất nhiều. 12. Sự kích hoạt không hoàn chỉnh của chất nền trước khi mạ. Một số lượng lớn các hợp kim đồng khác nhau được sử dụng trong vật liệu nền của đầu nối. Các kim loại vi lượng như sắt, chì, thiếc và berili trong các hợp kim đồng này khó được kích hoạt trong dung dịch hoạt hóa thông thường. Nếu không sử dụng axit tương ứng Khi mạ điện, các oxit của các kim loại này khó kết hợp với lớp phủ, dẫn đến hiện tượng sủi bọt ở nhiệt độ cao của lớp phủ. 13. Nồng độ dung dịch mạ thấp Khi sử dụng dung dịch mạ niken sulfamate để mạ niken, khi hàm lượng niken thấp hơn phạm vi quy trình, chất lượng lớp phủ trong lỗ của các bộ phận lỗ kim nhỏ sẽ bị ảnh hưởng. Nếu hàm lượng vàng của dung dịch mạ trước quá thấp, lỗ có thể không được mạ vàng trong quá trình mạ vàng, khi bộ phận mạ đi vào dung dịch mạ vàng dày, lớp niken trong lỗ của bộ phận mạ của lớp phần cứng trong lỗ đã bị thụ động, kết quả là lực liên kết của lớp vàng trong lỗ đương nhiên kém. 14. Mật độ dòng điện không giảm trong quá trình mạ kim mảnh, khi mạ kim mảnh, nếu mạ mật độ dòng điện từ xa thông thường thì lớp phủ ở đầu kim sẽ dày hơn nhiều so với thanh kim. Quan sát đầu kim dưới kính lúp Đôi khi sẽ có hình dạng đầu diêm. Lớp phủ ở đầu và cổ, tức là lớp phủ vàng ở phía sau phía trên của đầu trước của chân, không đủ tiêu chuẩn để kiểm tra lực liên kết. Hiện tượng này dễ xảy ra khi mạ vàng rung. 15. Điều chỉnh tần số rung của mạ vàng rung không chính xác Khi sử dụng đầu nối mạ mạ rung, nếu điều chỉnh tần số rung không chính xác trong quá trình mạ niken, bộ phận mạ nhảy quá nhanh, nó sẽ dễ dàng mở thành niken hai lớp và ảnh hưởng lớn đến lực kết dính của lớp phủ.
2. Giới thiệu về nền tảng Mạng lưới sản phẩm điện tử 3M và mô tả ngắn gọn sản phẩm bán hàng: Mạng lưới sản phẩm điện tử 3M-đại lý chuyên nghiệp/sản xuất/bán các {sản phẩm dây nịt kết nối và cáp} khác nhau; Nếu bạn có nhu cầu mua sắm/mua [Sản phẩm dây nịt và cáp kết nối] liên quan hoặc muốn mua/tìm hiểu những giải pháp sản phẩm dây nịt và cáp kết nối mà chúng tôi có thể cung cấp, vui lòng liên hệ với nhân viên kinh doanh của chúng tôi bên dưới; Nếu bạn có nhu cầu bán hàng/tài nguyên và quảng bá liên quan đến [Sản phẩm cáp và dây nịt đầu nối], vui lòng nhấp vào "→ Hợp tác kinh doanh ←" để đàm phán với người tận tâm!
“Không có sự đồng ý hoặc ủy quyền từ trang web này, không ai được sao chép, in lại, phân phối, trích dẫn, thay đổi, phát sóng hoặc công bố nội dung toàn bộ hoặc một phần dưới bất kỳ hình thức nào, cũng không được có bất kỳ vi phạm bản quyền nào của trang web này.












